橡胶废气处理利器 蓄热催化燃烧设备优势详解与结构剖析

在橡胶制品生产过程中,如密炼、硫化等环节,会产生大量含有苯、甲苯、二甲苯、非甲烷总烃及恶臭物质的复杂有机废气。这些废气成分复杂、浓度波动大,若直接排放,将对环境和人体健康造成严重危害。蓄热催化燃烧设备凭借其高效、节能、稳定的特性,已成为处理此类工业废气的核心解决方案之一。
蓄热催化燃烧设备的显著优势
- 净化效率极高:设备采用先进的催化剂,能在相对较低的温度(通常为300-400°C)下将废气中的挥发性有机物(VOCs)彻底氧化分解为无害的二氧化碳和水,净化效率通常可达95%以上,甚至超过99%,满足日益严格的环保排放标准。
- 能源利用率高,运行成本低:其核心优势在于“蓄热”系统。设备内填充有蓄热陶瓷体,在废气进入燃烧室前,先与高温的蓄热体进行热交换,被预热至接近反应温度;反应后的高温净化气则通过另一组蓄热体,将其热量储存起来,用于预热下一轮进入的废气。这种高效的热量回收机制(热回收率通常>95%)大幅降低了辅助燃料的消耗,显著节约了运行能耗。
- 处理浓度范围广,适应性强:尤其适合处理中低浓度(通常指数百至数千mg/m³)的有机废气。当废气浓度达到一定值时,系统可实现“自供热”运行,即无需外部补充燃料,仅靠废气自身燃烧热即可维持催化反应,实现“零燃料”运行,经济性极佳。
- 安全可靠,自动化程度高:设备配备完善的安全控制系统,包括熄火保护、超温报警、阀门连锁等,确保运行安全。采用PLC全自动控制,可实现无人值守运行,操作维护简便。
- 使用寿命长:高质量的催化剂和耐高温的蓄热陶瓷体具有较长的使用寿命,降低了设备的长期维护成本。
蓄热催化燃烧设备的结构特点
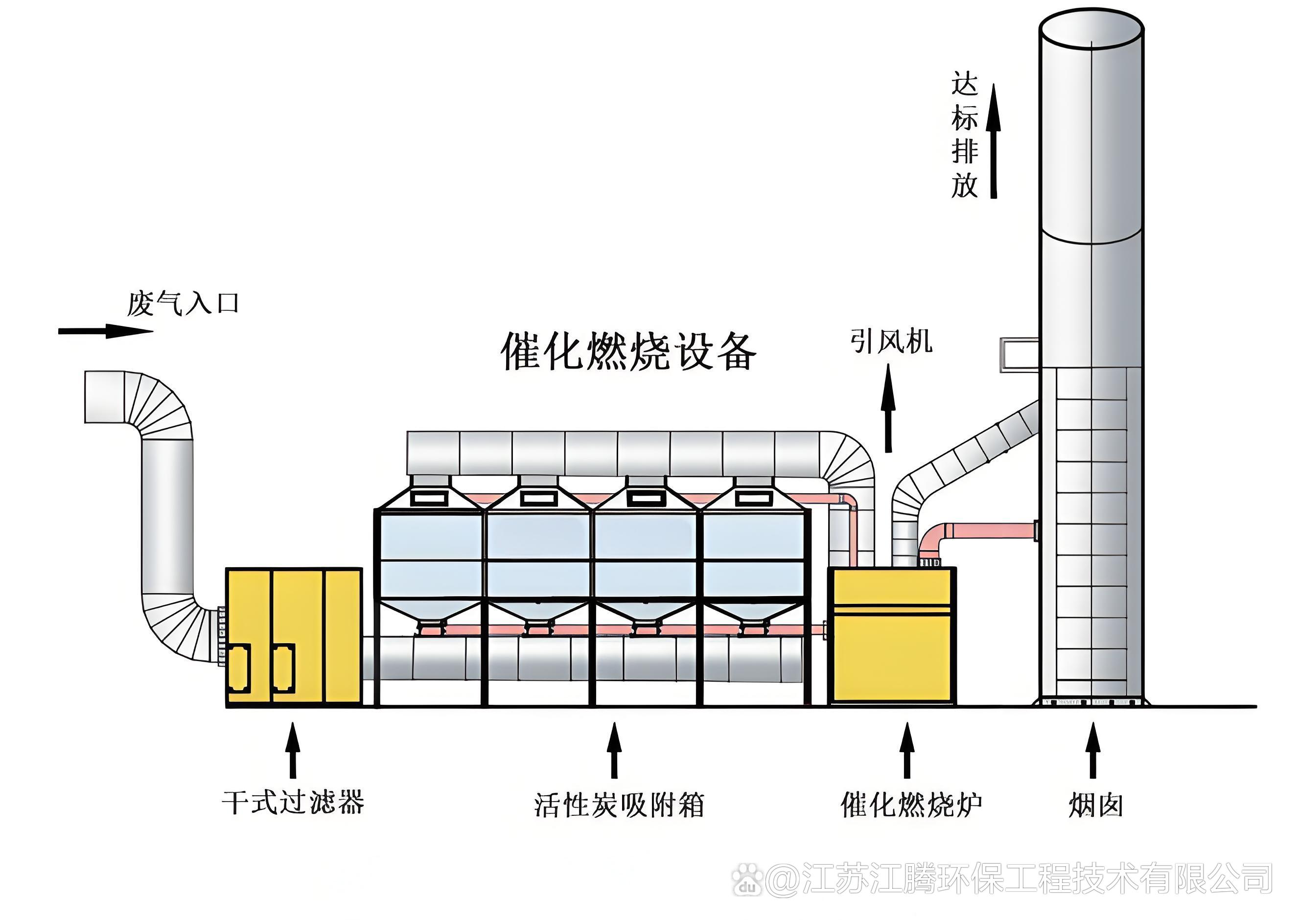
一套完整的蓄热催化燃烧系统通常由以下几个核心部分组成,它们协同工作,实现废气的连续高效净化:
- 预处理系统:针对橡胶废气可能含有的粉尘、油雾等颗粒物,前端通常设置过滤装置(如干式过滤器),以保护后续的蓄热体和催化剂,防止堵塞与中毒,确保系统长期稳定运行。
- 蓄热室:这是设备的核心热能回收单元。内部填充有特殊结构的蜂窝状或球状蓄热陶瓷。系统通常设计为多室(如三室、五室等),通过切换阀的定时切换,使各蓄热室循环承担“吸热”和“放热”的功能,实现连续的热量回收。
- 催化燃烧室:这是发生氧化反应的核心区域。内部安装有催化剂载体(如蜂窝陶瓷)和涂覆其上的贵金属或金属氧化物催化剂。经预热的废气在此与催化剂充分接触,在较低温度下发生无焰催化燃烧,彻底分解有机物。燃烧室采用优质保温材料,确保热损失最小。
- 切换阀门组:由气动或电动驱动的提升阀、蝶阀等组成,是控制废气气流方向、实现蓄热室功能切换的关键部件,要求密封性好、切换迅速、耐高温。
- 风机系统:包括引风机和吹扫风机等,为废气在系统内的流动提供动力,并确保吹扫彻底,防止未处理废气与净化气混合。
- 电控系统:以PLC为核心,集成温度、压力、浓度等传感器,自动控制整个系统的启停、温度调节、阀门切换、安全报警等功能,是设备的“大脑”。
- 辅助加热系统:通常为电加热器或燃气燃烧器,用于系统启动初期或废气浓度过低时,将气体加热至催化反应所需的起燃温度。
蓄热催化燃烧设备通过其独特的蓄热式热回收结构与高效的催化反应相结合,完美解决了橡胶行业废气治理中能耗高、效率要求高的难题。其模块化的结构设计也便于根据实际风量与浓度进行灵活配置,是当前橡胶工业实现绿色、节能、可持续发展的重要环保装备。