RCO催化燃烧技术在锂电池工厂VOCs治理中的核心应用与设备详解
随着全球新能源汽车与储能产业的迅猛发展,锂电池制造业规模持续扩大。在其生产过程中的涂布、注液、干燥等环节会释放出大量挥发性有机物(VOCs),主要包含N-甲基吡咯烷酮(NMP)、碳酸酯类溶剂等。这些VOCs不仅对环境造成污染,也关乎工厂的安全生产与员工的职业健康。因此,高效、可靠的VOCs治理技术成为锂电池工厂绿色制造的必备环节。在众多治理技术中,蓄热式催化燃烧技术凭借其高效、节能、安全的优势,正逐渐成为行业主流选择。
一、RCO催化燃烧技术原理与优势
蓄热式催化燃烧是在催化燃烧的基础上,集成了蓄热式热回收技术的一种高效净化工艺。其核心工作原理分为三步:
- 吸附浓缩:含有VOCs的废气首先经过预处理(如过滤、降温),然后通过沸石转轮或固定床吸附装置,将低浓度、大风量的废气浓缩成高浓度、小风量的气体。
- 催化氧化:浓缩后的高浓度废气进入催化燃烧室。在催化剂(通常为贵金属或过渡金属氧化物)作用下,VOCs在较低的温度(通常为250-400°C)下发生无焰氧化反应,被彻底分解为无害的二氧化碳(CO₂)和水(H₂O),并释放出热量。
- 蓄热回收:氧化反应产生的高温净化气体流经陶瓷蓄热体,将绝大部分热量传递给蓄热体储存起来。当系统切换气流方向后,待处理的低温废气通过已被加热的蓄热体,被预热至接近反应温度,从而大幅降低了后续加热所需的能耗。
技术优势:
- 净化效率高:对NMP、酯类等典型锂电池VOCs去除率可达95%-99%以上。
- 运行能耗低:高效的蓄热式热交换(热回收率>95%)使系统在达到稳态后,仅需很少的辅助燃料或电能来维持反应温度,运行成本显著低于直接燃烧等方式。
- 安全性好:反应温度远低于直接燃烧,无明火,且系统配备多重安全联锁(如LEL浓度监测、防爆、超温报警等),特别适用于处理含溶剂的废气。
- 适用范围广:尤其适合处理中低浓度、大风量的废气,与锂电池工厂的废气排放特征高度匹配。
二、RCO催化燃烧设备在锂电池工厂的具体应用
锂电池工厂的VOCs排放点众多,RCO系统通常作为末端治理的核心设备集成到整体废气处理系统中。
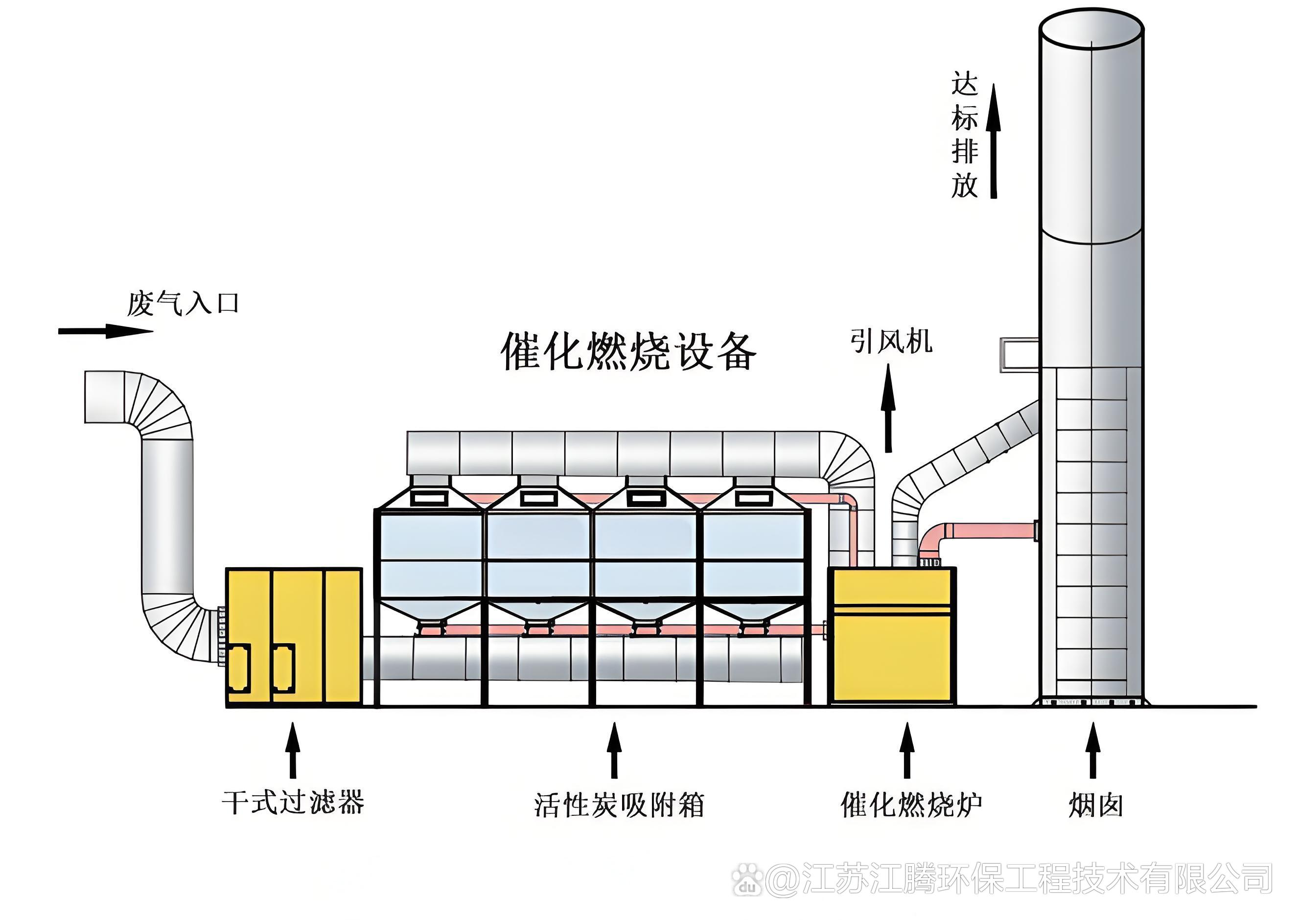
1. 典型工艺流程图:
收集管路 → 预处理系统(过滤器、冷却器)→ 沸石转轮吸附浓缩系统 → RCO催化氧化单元 → 烟囱达标排放
2. 核心设备构成详解:
- 沸石转轮浓缩装置:核心是布满疏水性沸石的旋转转轮。它将涂布、烘烤等工段产生的大风量、低浓度(通常<1000 mg/m³)废气进行吸附浓缩,浓缩比可达10:1至20:1,极大减小了后续RCO炉的处理规模与能耗。
- RCO催化燃烧炉主体:
- 燃烧室/反应室:内衬耐火材料,内置催化剂床层(通常为蜂窝状载体),是发生氧化反应的区域。
- 陶瓷蓄热体:通常成对或多组设置,周期性切换气流,实现高效的热量存储与交换。
- 加热系统:采用电加热或燃气加热的辅助燃烧器,用于系统启动时将废气加热至起燃温度。
- 风机系统:包括主引风机和反吹风机等,为系统提供稳定气流。
- 智能控制系统:PLC或DCS系统,实现全自动运行,实时监控温度、压力、浓度、阀门切换等关键参数,确保安全与高效。
3. 应用中的关键考量:
- 废气成分复杂性:锂电池废气成分复杂,可能含有硅氧烷、磷化物等物质,这些物质可能导致催化剂中毒或失活。因此,前端的精细预处理(如深度过滤、除湿)和选择抗中毒性强的催化剂至关重要。
- 热量平衡与节能设计:通过优化转轮浓缩比和RCO热回收效率,可将系统设计成“自持”或近“自持”状态,即反应产生的热量足以维持系统运行,极大降低能耗。部分先进系统还能将多余热量回用于生产线的烘箱,实现能源梯级利用。
- 安全设计:必须配备严格的浓度监测与报警系统,确保进入RCO的废气浓度远低于爆炸下限(LEL的25%)。转轮的脱附区也需进行安全浓度控制。
三、应用成效与未来展望
在众多头部锂电池企业中,RCO催化燃烧技术已得到成功应用。实践表明,该系统能稳定实现VOCs排放浓度低于地方最严格的排放标准(如低于20mg/m³)。从全生命周期成本看,虽然初期投资相对较高,但其卓越的节能特性使得长期运行成本具有显著优势,投资回收期一般在2-4年。
随着锂电池制造工艺的迭代和环保要求的进一步提升,RCO技术也将朝着更智能化、更集成化的方向发展:
- 催化剂技术升级:研发具有更宽温度窗口、更高活性及更强抗毒性的低成本催化剂。
- 系统集成优化:与生产过程更深度耦合,实现废气源减量、预处理优化与能量回收最大化。
- 数字化与智能化:深度融合物联网与大数据分析,实现预测性维护、能耗最优控制与远程智能监管。
RCO催化燃烧技术以其高效净化与节能降耗的双重特性,为锂电池工厂解决了VOCs治理的核心痛点,不仅是当前合规排放的可靠保障,更是企业践行可持续发展、打造绿色智能工厂的关键技术支撑。