催化燃烧设备 废气治理公司的核心技术利器
随着全球环保法规日益严格和公众环保意识的不断提高,工业废气治理已成为企业可持续发展中不可或缺的一环。在众多废气治理技术中,催化燃烧设备以其高效、节能、安全的显著优势,成为众多废气治理公司的核心技术装备,广泛应用于化工、涂装、印刷、电子、制药等行业,为净化空气、守护蓝天做出了重要贡献。
催化燃烧设备的工作原理,本质上是一种在催化剂作用下进行的深度氧化过程。其核心在于利用催化剂降低有机废气燃烧所需的活化能,使有机物在较低的温度下(通常为200-400℃)即可与氧气发生无焰燃烧,彻底分解为无害的二氧化碳和水蒸气。与传统直接燃烧(热力燃烧)需要600℃以上的高温相比,催化燃烧大大降低了燃料消耗和运行成本,同时显著减少了氮氧化物等二次污染物的生成风险。
一套典型的催化燃烧系统通常由以下几个关键部分组成:
- 预处理单元:废气首先经过过滤器、除湿器等装置,去除其中的粉尘、水雾及可能使催化剂中毒的杂质(如硫、磷、卤素化合物),这是保护催化剂活性、保证系统长期稳定运行的前提。
- 热交换与预热单元:处理后的废气通过高效的热交换器,与催化燃烧后产生的高温洁净气体进行热量交换,从而被预热至接近催化反应温度。这一设计极大地回收了反应余热,是设备实现节能的关键。
- 催化反应室:这是设备的核心。预热后的废气进入填充有贵金属(如铂、钯)或非贵金属催化剂的反应室,在催化剂表面发生快速、彻底的氧化反应。
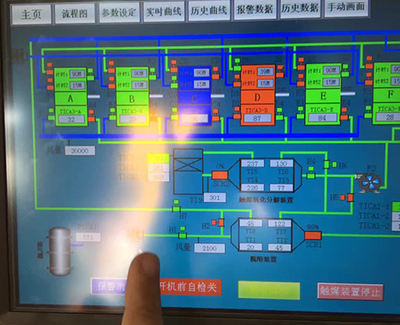
- 控制系统:先进的PLC或DCS控制系统,实时监控温度、压力、浓度等参数,实现设备的自动启停、安全联锁和优化运行。
对于废气治理公司而言,催化燃烧设备的优势体现在多个维度:
- 处理效率高:对挥发性有机物(VOCs)的净化效率通常可达95%以上,甚至超过99%,能够满足最严格的排放标准。
- 运行经济性好:得益于低温反应和高效热回收,其燃料补充量小,长期运行能耗远低于直接燃烧法。
- 安全性高:无明火燃烧,系统设计有多重安全防护措施(如阻火器、泄爆片、温度报警等),有效防范爆炸风险。
- 适用范围广:特别适合处理中低浓度(通常指数百至数千mg/m³)、大风量的有机废气,而这正是许多工业场景的典型废气特征。
- 二次污染少:低温燃烧避免了高温型氮氧化物的生成,实现了清洁治理。
技术的成功应用也依赖于废气治理公司的专业能力。优秀的公司不仅提供设备,更提供全方位的解决方案:
- 精准设计与选型:通过对客户废气成分、浓度、风量、温度等参数的详细检测与分析,量身定制最合适的催化剂配方和系统工艺路线。
- 高品质催化剂供应与再生服务:催化剂的活性与寿命是核心。专业的公司能提供抗中毒能力强、寿命长的催化剂,并具备失效催化剂的清洗、再生能力,降低客户维护成本。
- 专业的安装调试与运维支持:确保系统集成优化,达到设计性能,并提供长期的运维、监测与培训服务,保障设备始终处于最佳运行状态。
- 应对复杂工况:针对废气成分复杂、浓度波动大的情况,公司需有能力采用吸附浓缩(如沸石转轮、活性炭吸附)与催化燃烧相结合的工艺,先浓缩再处理,进一步提升经济性。
随着新材料与智能控制技术的发展,催化燃烧设备正朝着更低能耗、更高智能化、更强适应性的方向演进。例如,新型非贵金属催化剂的研究旨在降低成本并提升抗中毒性;物联网技术的应用使得远程监控、故障诊断和预测性维护成为可能。
总而言之,催化燃烧设备作为废气治理领域的成熟且高效的技术,是废气治理公司服务工业客户、解决VOCs污染问题的利器。其价值的充分发挥,离不开治理公司深厚的技术积淀、丰富的工程经验和以客户为中心的服务理念。在“双碳”目标背景下,这项技术必将持续升级,为工业绿色转型和生态环境改善贡献更大力量。