有机废气催化燃烧技术 原理、设备与应用
有机废气(VOCs)是工业生产中常见的污染物,对人体健康和环境构成严重威胁。催化燃烧技术作为一种高效、节能的废气处理手段,在众多行业中得到了广泛应用。本文将深入探讨有机废气催化燃烧技术的原理、核心设备及其应用领域。
一、催化燃烧技术原理
催化燃烧技术是指在催化剂的作用下,使有机废气在较低的温度下(通常为200-400℃)进行无焰燃烧,将其转化为无害的二氧化碳和水。与传统直接燃烧相比,催化燃烧具有以下优势:
- 起燃温度低:显著降低能耗,节约运行成本。
- 净化效率高:对大多数烃类及其衍生物净化效率可达95%以上。
- 安全性好:无明火燃烧,降低了爆炸风险。
- 二次污染少:燃烧过程产生的氮氧化物(NOx)极少。
其核心在于催化剂,通常由活性组分(如铂、钯等贵金属)、助催化剂和载体(如堇青石蜂窝陶瓷、金属蜂窝体)构成,能够大幅降低反应的活化能。
二、催化燃烧设备的核心构成
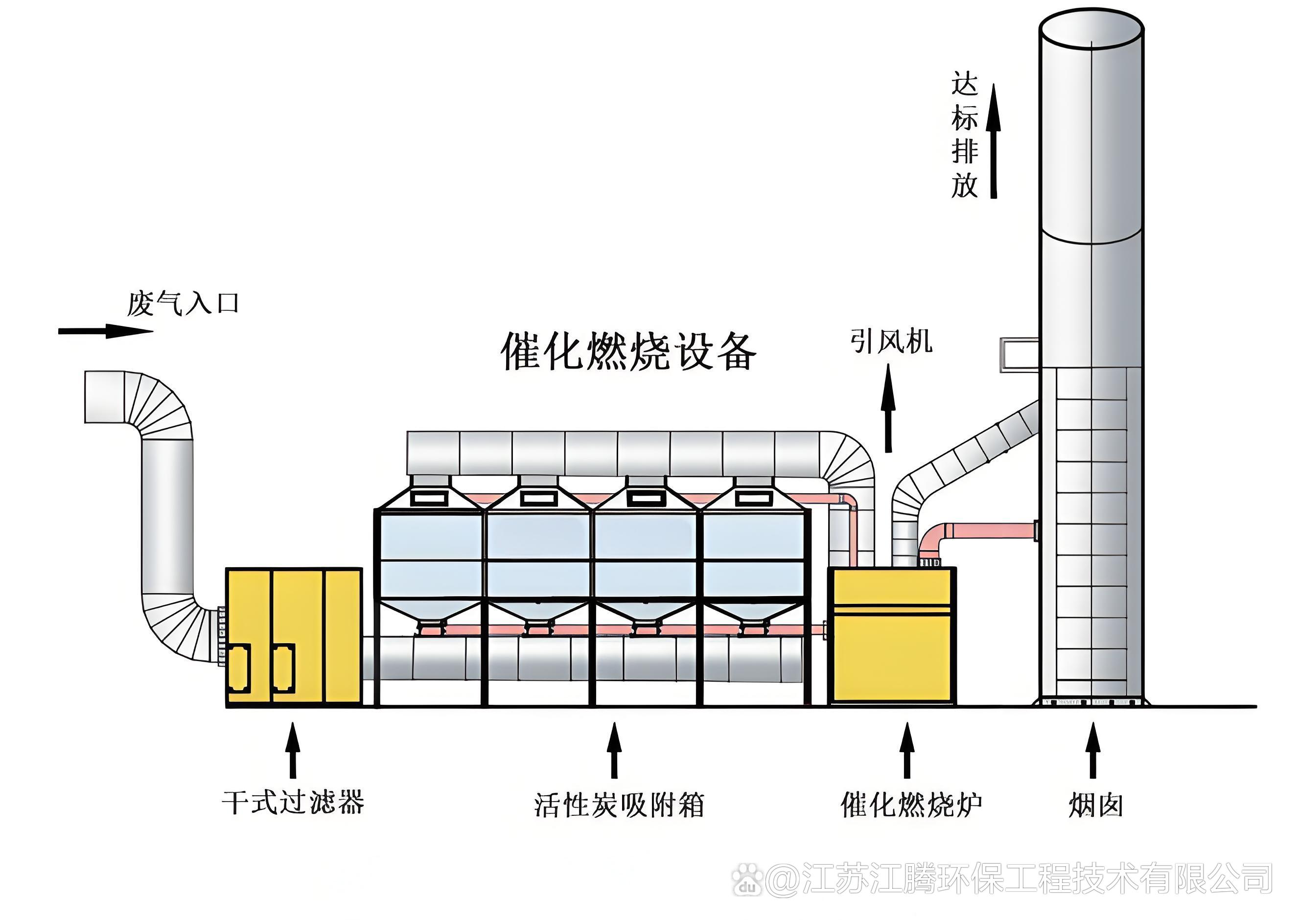
一套典型的催化燃烧设备系统通常由以下几个主要单元组成:
- 预处理单元:包括过滤器、除湿装置等,用于去除废气中的粉尘、水雾和颗粒物,防止其覆盖催化剂表面,导致活性下降或堵塞。
- 热交换器:是节能的关键部件。它利用净化后的高温气体预热进入的低温废气,回收热能,可显著减少系统对额外燃料的需求。
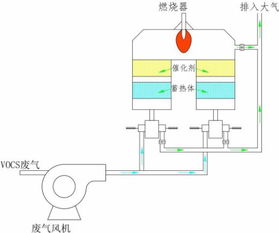
- 预热室/加热室:当废气浓度较低或温度不足时,通过电加热器或燃气燃烧器将废气加热至催化反应所需的起燃温度。
- 催化反应室:设备的核心。内部装填有蜂窝状、球状或颗粒状的催化剂床层,有机废气在此处发生深度氧化反应,实现彻底净化。
- 风机与控制系统:风机提供废气流动的动力,确保系统在合适的负压或微正压下运行。智能控制系统则负责监控温度、压力、浓度等参数,实现设备的自动、安全、高效运行。
三、技术特点与设备选型
- 适用浓度范围:适用于中低浓度(通常几百至几千mg/m³)的有机废气。对于高浓度废气,常需搭配吸附浓缩(如沸石转轮)技术,形成“吸附-脱附-催化燃烧”组合工艺。
- 设备选型要点:需综合考虑废气成分、浓度、风量、温度及排放要求。不同行业产生的废气成分复杂,需选择抗中毒能力强、寿命长的专用催化剂。
- 运行维护:定期检查催化剂活性,及时更换或再生;保持预处理单元有效工作,是保证设备长期稳定运行的关键。
四、应用领域
催化燃烧设备广泛应用于以下行业:
- 涂装与喷涂行业:如汽车制造、家具喷漆、金属涂装等产生的苯、甲苯、二甲苯等废气。
- 印刷与包装行业:处理油墨、稀释剂挥发产生的废气。
- 石油化工行业:处理生产过程中逸散的各类烃类化合物。
- 电子与半导体行业:清洗、光刻等工序产生的有机溶剂废气。
- 食品与饲料加工:处理烘干、烹饪过程中产生的异味及有机废气。
五、发展趋势与展望
随着环保法规日益严格和“双碳”目标的推进,催化燃烧技术正朝着更节能、更智能、更高效的方向发展:
- 催化剂研发:开发非贵金属催化剂、抗硫抗卤素中毒催化剂,以降低成本并拓宽应用场景。
- 系统集成优化:与蓄热燃烧(RTO)、吸附等技术更深度耦合,提升整体能效。
- 智能化控制:利用物联网和大数据技术,实现远程监控、故障预警与自适应调节。
结论
有机废气催化燃烧技术凭借其高效、节能、安全的特性,已成为工业废气治理的主流技术之一。其核心设备的设计与选型直接关系到治理效果和经济效益。随着材料科学与控制技术的进步,催化燃烧技术必将在打赢蓝天保卫战、推动绿色制造中发挥更加重要的作用。