催化燃烧技术引领环保革命 RCO设备高效处理有机废气

随着工业化进程的加速,有机废气(VOCs)的排放已成为环境污染的主要来源之一。传统废气处理方法效率低、成本高,难以满足日益严格的环保标准。在这一背景下,催化燃烧技术应运而生,其中,RCO(Regenerative Catalytic Oxidation,蓄热式催化氧化)设备凭借其高效、节能、环保的特性,正成为有机废气处理领域的明星设备。
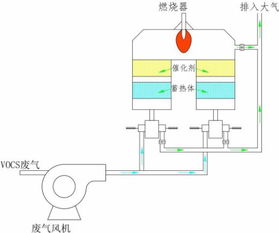
一、RCO催化燃烧设备的工作原理
RCO设备的核心在于将蓄热式热交换技术与催化燃烧技术相结合。其工作流程主要包括三个步骤:有机废气通过蓄热陶瓷床被预热,回收上一循环的热量,显著降低能耗;预热后的废气进入催化燃烧室,在催化剂(通常为贵金属或过渡金属氧化物)的作用下,于较低温度(通常250°C-400°C)下发生氧化反应,转化为无害的二氧化碳和水;燃烧产生的热量被另一蓄热床吸收,用于预热下一批废气,形成高效的热能循环。这一过程不仅处理效率高(可达95%以上),还能大幅减少辅助燃料的消耗。
二、RCO设备的突出优势
与传统方法相比,RCO催化燃烧设备具有多重优势:
- 高效净化:催化剂降低了反应活化能,使有机废气在相对低温下完全氧化,净化效率远超直接燃烧或吸附法。
- 节能经济:蓄热系统可回收90%以上的热能,显著降低运行成本,尤其适合中高浓度废气的处理。
- 环保安全:燃烧温度低,减少了氮氧化物(NOx)等二次污染物的生成;设备运行稳定,自动化程度高,安全性强。
- 适用广泛:可处理多种行业产生的有机废气,如化工、涂装、印刷、制药等,对苯类、酮类、酯类等成分均有良好去除效果。
三、应用场景与市场前景
RCO设备在国内外已广泛应用于工业生产中。例如,在汽车制造行业,喷涂车间产生的废气通过RCO系统处理后,可实现达标排放;在化工厂,它有效解决了挥发性有机物的泄漏问题。随着中国“双碳”目标的推进和环保政策的收紧,市场对高效废气处理设备的需求持续增长。据预测,未来五年,RCO技术将占据有机废气处理市场的重要份额,推动行业向绿色、低碳转型。
四、挑战与创新方向
尽管RCO技术优势明显,但仍面临一些挑战,如催化剂中毒、设备初期投资较高、对废气浓度波动的适应性等。研发重点将聚焦于开发低成本、高稳定性的催化剂,优化蓄热材料以提升热回收率,并集成智能控制系统实现精准能耗管理。结合其他技术(如吸附浓缩)形成组合工艺,可进一步拓宽其应用范围,处理低浓度、大风量的废气。
###
新型RCO催化燃烧设备代表了有机废气处理技术的先进水平,它不仅为企业提供了合规排放的解决方案,更助力全球可持续发展。通过持续创新和优化,RCO设备有望在环保产业中发挥更大作用,为守护蓝天白云贡献力量。企业应积极拥抱这一技术变革,投资绿色设备,共同迈向清洁生产的未来。